
浏览数量: 31 作者: 本站编辑 发布时间: 2019-11-20 来源: 本站
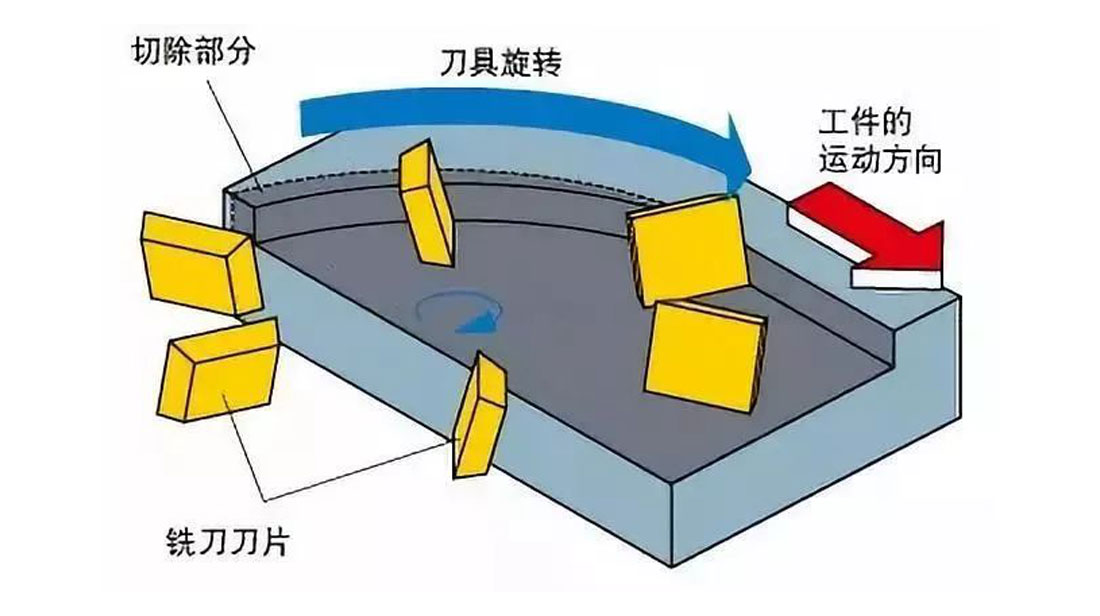
铣刀切削刃在每次切入时都会受到冲击载荷的作用。为了成功铣削,必须考虑一次切削中刀刃切入以及切出时切削刃与材料之间的正确接触方式。在铣削工序中,工件沿着与铣刀旋转方向以相同或相反的方向进给,这会影响铣削的切入、切出以及是采用顺铣还是逆铣的方法。
1定义
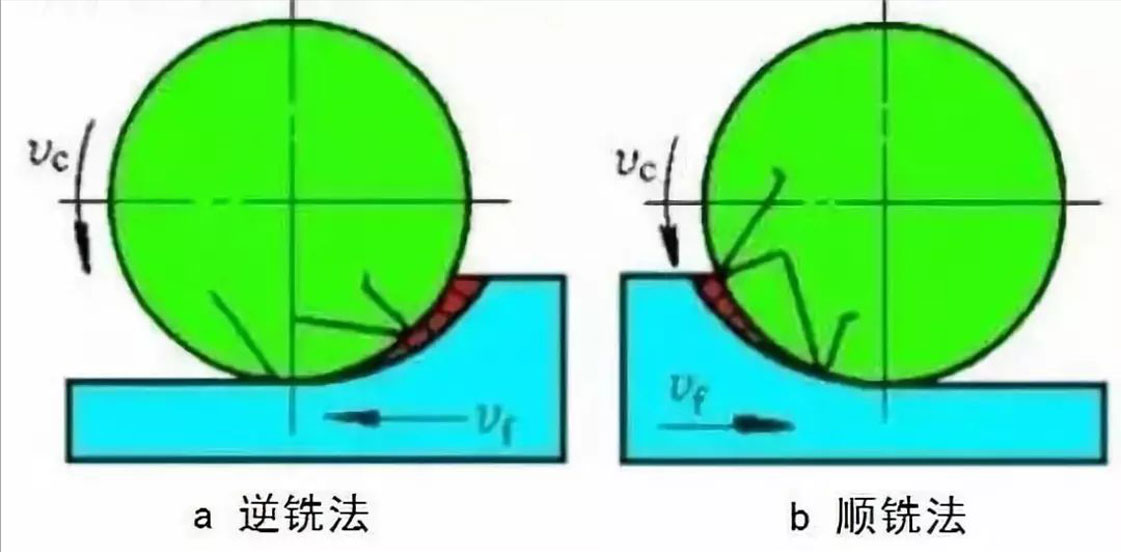
顺铣:刀具的切削速度方向与工件的移动方向相同。
逆铣:刀具的切削速度方向与工件的移动方向相反。

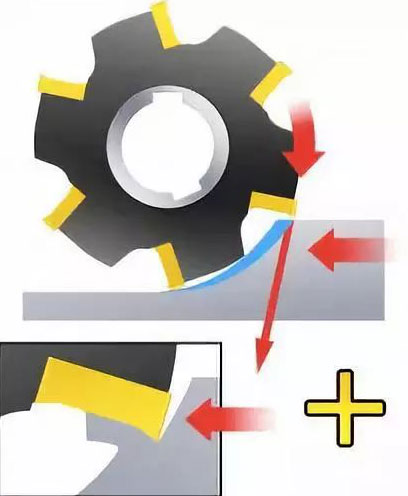
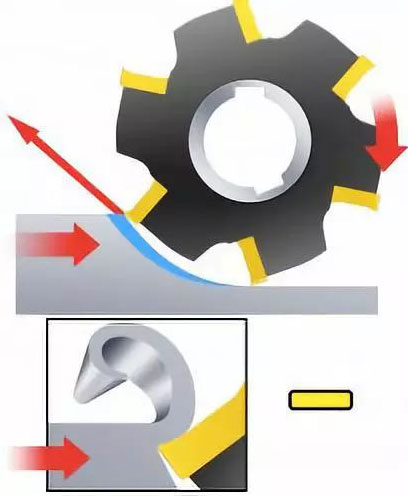
铣削的黄金法则 - 由厚到薄
铣削时,务必考虑切屑的形成。切屑形成的决定因素是铣刀的位置,务必力求在刀刃切入时形成厚切屑,在刀刃切出时形成薄切屑,以确保稳定的铣削过程,使得切屑厚度尽可能小。
2判别方法
当铣削工件外轮廓时,沿工件外轮廓顺时针方向进给、编程即为顺铣,沿工件外轮廓逆时针方向编程、进给即为逆铣;当铣削工件内轮廓时,沿工件内轮廓逆时针方向进给、编程即为顺铣,沿工件内轮廓顺时针方向编程、进给即为逆铣。
3顺铣和逆铣的特点
①顺铣时,每个刀的切削厚度都是由小到大逐渐变化的。并且,刀齿在切削表面上的滑动距离也很小。同时,刀齿在工件上走过的路程也比逆铣短。因此,在相同的切削条件下,采用逆铣时,刀具易磨损。
②逆铣时,工作台丝杆与螺母能始终保持螺纹的一个侧面紧密贴合。而顺铣时,由于水平铣削力的方向与工件进给运动方向一致,刀齿对工件的作用力较大,使得工作台丝杆与螺母存在间隙,无法紧密贴合。
③逆铣时,已加工表面的冷硬现象较严重。④顺铣不宜用来加工有硬皮的工件。⑤顺铣时的平均切削厚度大,切削变形较小。

⑥刀具的进给方向对工件夹具的要求不同。在逆铣过程中,工件夹具要能够抵抗提升力。在顺铣过程中,它要能够抵抗下压力。顺铣和逆铣各有特色。在实际生产过程中,应当在每一次切削中,充分考虑刀刃切入以及切出时切削刃与材料之间的正确接触方式后,再决定采用顺铣还是逆铣。



